六模高速旋转吹塑机
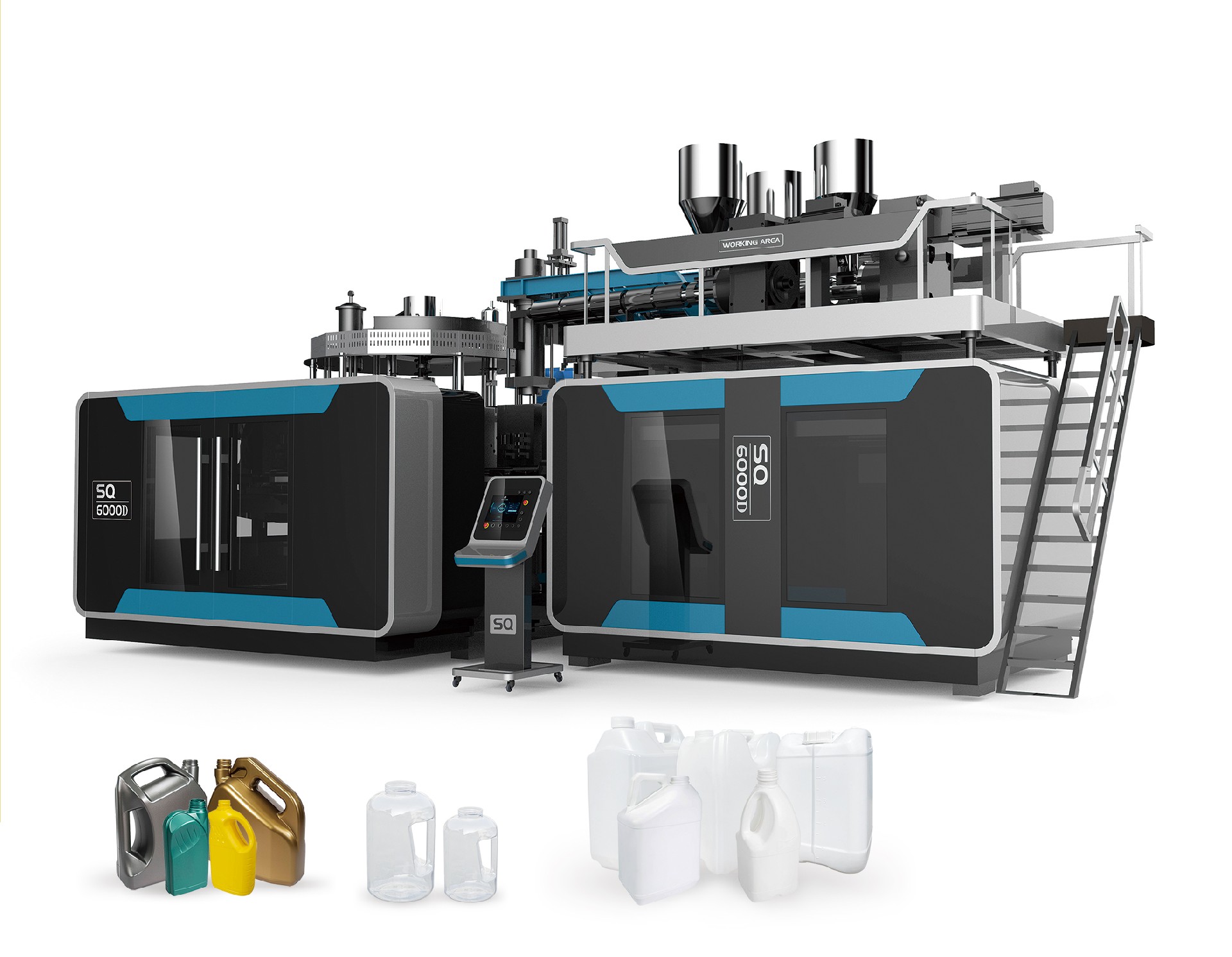
大型储料缸吹塑机
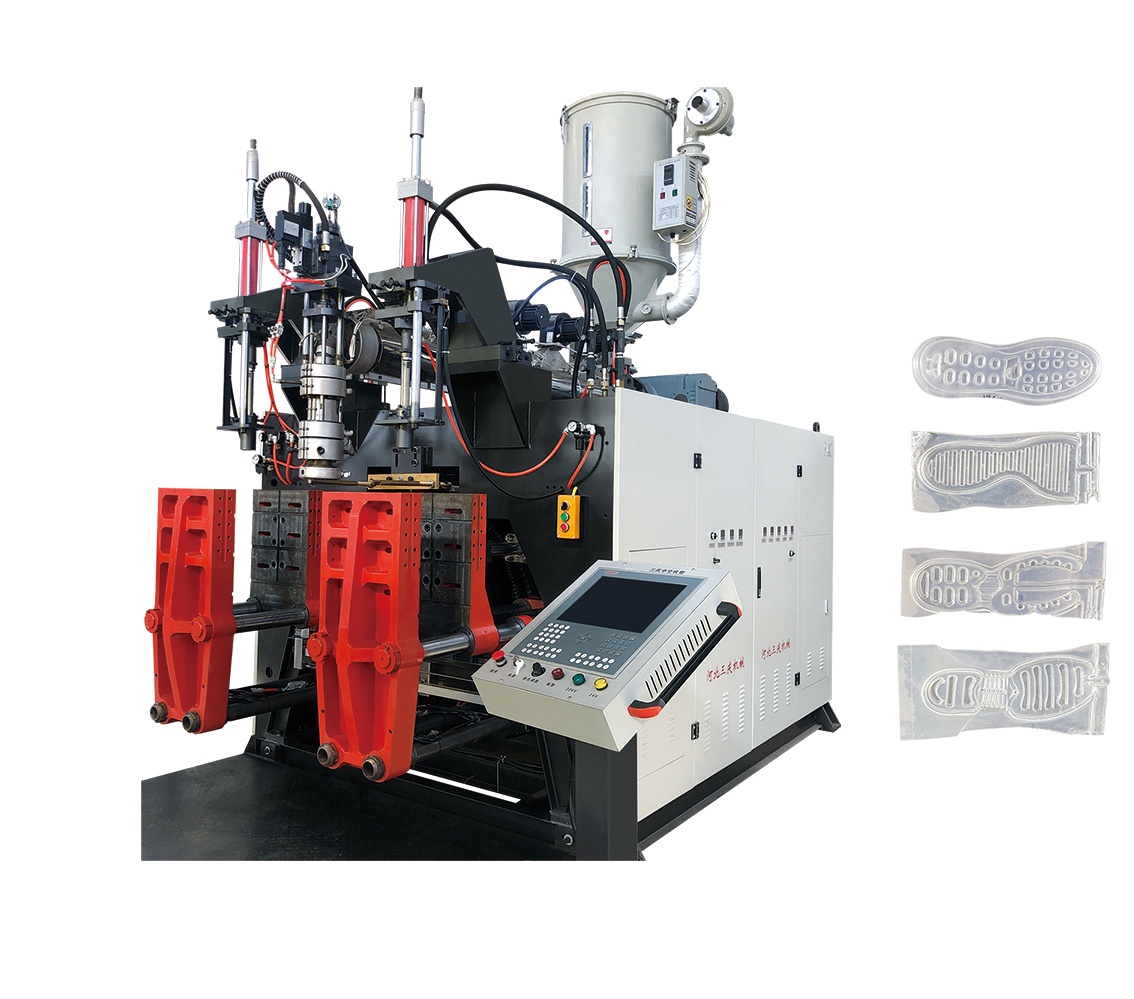
液压双工位吹塑机
气动旋转式吹瓶机
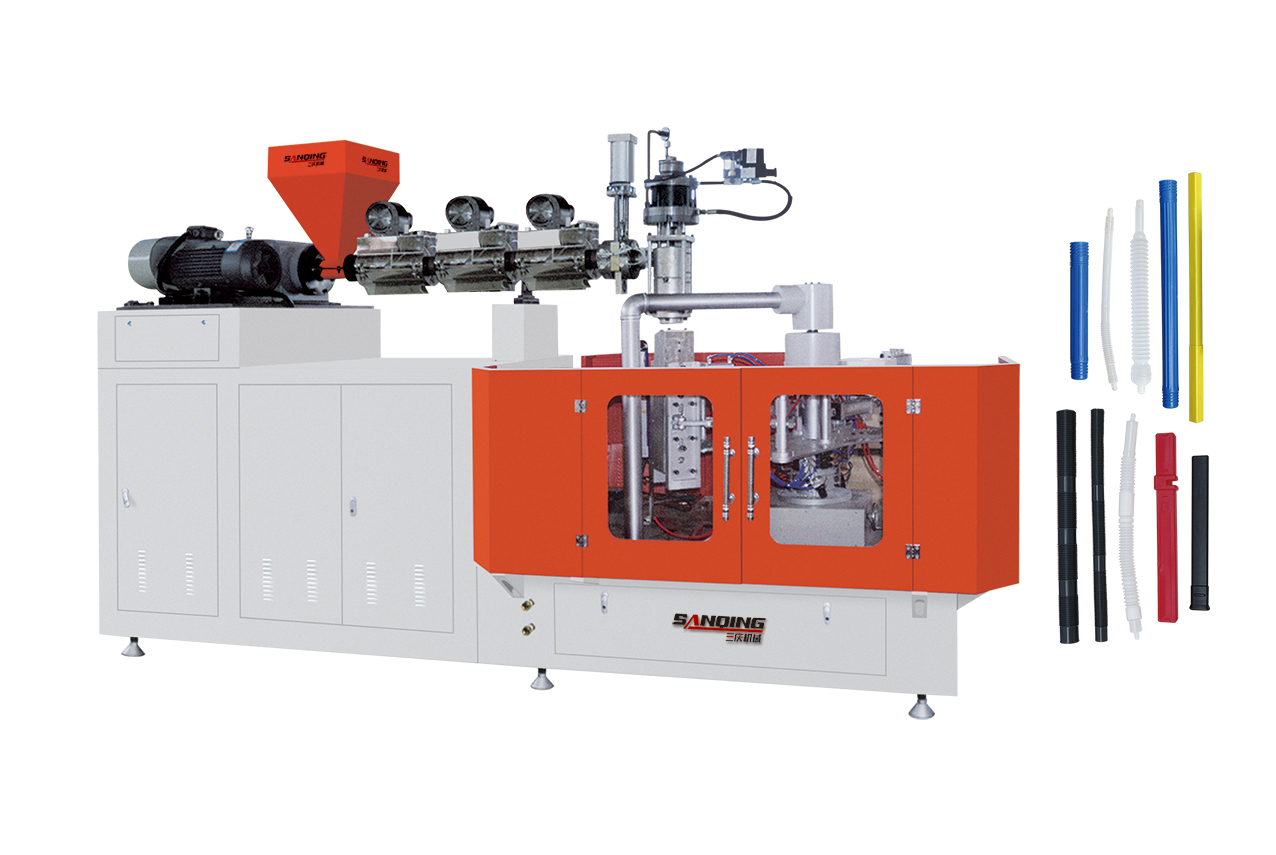
气动往复式吹瓶机
特殊产品吹塑机
吹塑机行业动态
吹塑机常见问题
24个系列 80余款型号
经多年的沉淀与稳步发展现已成为拥有多个系列明星产品
取得国家专利证书16项受国家研发科技技术奖励
保障的产品 项目中心制造质量控制
三庆吹塑机不但已被娃哈哈太子奶小洋人、哈药集团等各大企业采用
专业的售后工程师及时响应
三庆公司22年致力于研发与制造高速旋转式吹塑机、液压吹塑机、油电混合式吹塑机以及模具的加工以及整条流水线定制。 三庆公司始···
FUDL智能吹塑解决方案将全面展示领先的物理发泡生产技术与高速旋转智能生产方案.用户可一次性获得高质量、高效率的智能吹塑生产设备及技术,赋能中空吹塑行业实现高效、低碳、智能发展。
吹塑机可分为挤出吹塑机、注射吹塑机和特殊结构吹塑机三大类。拉伸吹塑机可归属于上述每一类中。挤出吹塑机是挤出机与吹塑机和合模机构的组合体,由挤出机及型坯模头、吹胀装置、合模机构、型坯厚度控制系统和传动机构组成。型坯模头是决定吹塑制品质量的重要部件之一,通常有侧进料型模头和中央进料型模头。大型制品吹塑时
挤出中空吹塑机定期检修包括哪些内容?定期检修是挤出中空吹塑机维护保养中的一个重要环节,包括3~6个月、12个月以及36个月的定期检修,一般分别称为小修、中修和大修。小修的主要内容有:①清理上料系统的上料管,更换密封件。②抽真空系统的清理。③机头漏料处理以及对滤网更换装置进行检修、清理。④检查并处理冷却水、润
大家好!新的一年已经开始了,三庆公司在这里向大家送上最真挚的祝福:希望大家在新的一年里,人生处处得意,开工时时大吉。希望大家在新的一年里能够顺利开展工作,迎接更多的机遇和挑战。携梦想,更上一层楼!每年的开工日都是值得庆祝的一天。在这一天,同事们互相送上对彼此真诚的祝愿,三庆也在这一天准备了开工仪式。
孟加拉·达卡国际橡塑、包装及印刷工业展2024年1月24日至27日在达卡国际会展中心举办的孟加拉国际橡塑、包装和印刷工业展,圆满收官。三庆智能小型高速旋转吹塑机以其独特的产品优势和创新精神吸引了众多访客和客户的关注。各行业专业人士纷纷前来咨询洽谈,展会现场氛围持续升温。展会期间,三庆智能展示了小型高速旋转吹塑
春节将至,春节假期即将开始,为了延长吹塑机的使用寿命,降低不良损耗,确保安全生产和品质的提升,开停机要注意哪些方面。
热线电话
15832757777
上班时间
周一到周五
公司电话












 客服1
客服1